اساس شکل دهی اولیه به ورق قالبهای کشش می باشند بنابراین عملکرد دقیق هریک از اجزای آن اثر مستقیم بر روی کیفیت قطعه دارد . که تک تک این اجزا باید به خوبی بازرسی گردند.
بخشهای I و G چک شیت مختص قالبهای کشش بوده که در ذیل به توضیح داده شده اند.
I1 شیار و رینگ نگهدارنده برای ترمز :(بید ، ترمز)
تعریف : در قالبهای کشش برای کنترل حرکت ورق به داخل قطعه ، شیارهایی به صورت فرورفتگی و برجستگی بر روی قالب (در قسمت بیرونی قطعه نهایی )نصب می نمایند.
معمولا” قسمت برجسته را در ورقگیر و قسمت فرورفته بر روی کفشک پایین تعبیه می کنند .
 انواع :
انواع :
بید ها شامل دو نوع هستند که عبارتند از :
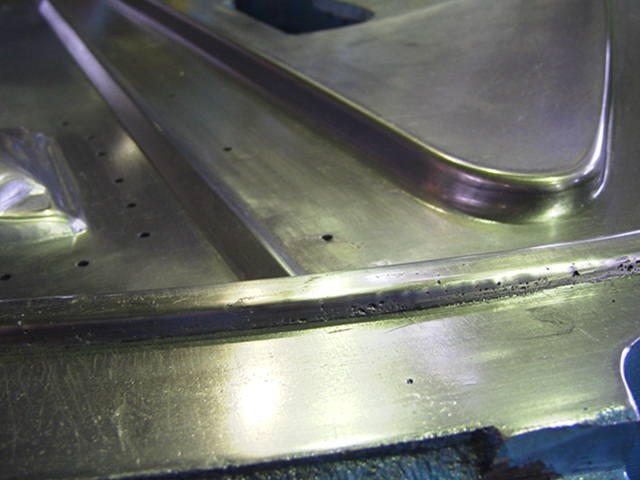
1-بیدهای ثابت:
بوسیله جوشکاری بر روی سطح کفشک ایجاد می گردند سپس آببندی و پولیشکاری می شوند.
در هنگام جوشکاری برای ایجاد این نوع بیدها می بایست دقت نمود تا از هرگونه ایجاد مک و ترک جلوگیری گردد زیرا در غیر اینصورت سبب پارگی و خش دار بودن قطعه می شوند.
 2.
2.
-بیدهای تعویضی:(INSERTIVE BEAD )
این نوع بیدها بوسیله پیچ و پین به کفشک پایین نصب می گردند و در صورت شکستن قابل تعویض می باشند .
 عملکرد:
عملکرد:
همانگونه که در قسمت قبل گفته شد وظیفه بیدها کنترل سرعت حرکت ورق به داخل قالب می باشد .
از نظر جنس باید به گونه ای باشند که دارای سختی و مقاومت به سایش بالا باشند در صورتیکه دارای جنس نرمی باشند سبب ایجاد خش بر روی ورق می گردند . معمولا” بیدها را به روش سختکاری شعله ای سخت می کنند.
همچنین سطح بیدها بایستی کاملا “صیقلی و صاف باشند تا سبب دفرمگی ورق نگردند .
بیدها دارای سطح مقطع نیم دایره بوده و همانگونه که گفته شد در قسمت بیرونی قطعه اصلی تعبیه می گردند.
نحوه عیب یابی و رفع عیب :
مهمترین عیوبی که ممکن است برای بیدها روی دهد عبارتند :
1-شکستگی و تغییر شکل :
در بازرسی دوره ای قالب ، باید کلیه بیدهای قالبهای کشش به خوبی بررسی گردند و در صورت مشاهده هر گونه شکستگی باید تعمیر و یا تعویض گردند.
2-کاهش سختی :
همانگونه که گفته شد بیدها باید دارای سختی بالایی باشند در صورتیکه این سختی کاهش یابد سبب ایجاد خش بر روی قالب می شوند که بایدتعویض و یا مجددا” سختکاری شوند.
3-مکدار بودن و خش دار بودن سطح بید:
سطح بید بایست به خوبی پولیشکاری گردد و همچنین دارای سطحی صاف و صیقلی باشد در غیر اینصورت سبب دفرمگی و پاره شدن ورق می گردد.