انواع مختلف ورق های فولادی با جنس و ابعاد استاندارد موجود است. شرکتهای سازنده معمولاً مشخصات ورق ها تولیدی خود را تهیه و به مشتریان ارائه می دهند. انواع فولادهای آلیاژی و غیر آلیاژی در ساخت ورق ها به کمک فرایند نورد سرد یا گرم بکار می رود. برخی ورق ها نیز با فلزات مختلف مانند قلع پوشش داده می شود.
فهرست مقاله
ورق های فولادی کربنی، فولاد آلیاژی کروم و نیکل دار، فولاد آلیاژی کروم و مولیبدن دار با استحکام کششی مختلف، از جمله فولادهای رایج در ساخت انواع ورق های فولادی است.
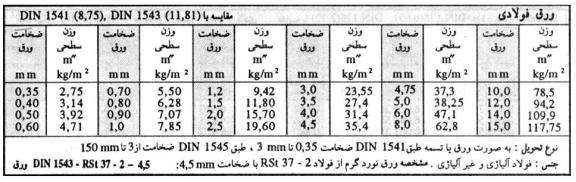
برای تعیین دقیق ورق باید ابتدا جنس و سپس ضخامت آن تعیین گردد. به مثال جدول زیر توجه نمایید. ضخامت ورق های استاندارد و وزن سطحی آنها در جدول زیر مطابق استاندارد DIN 1541,1543 داده شده است.
 مثال 1
مثال 1
 مثال 1
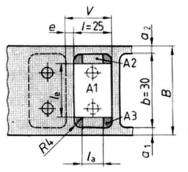
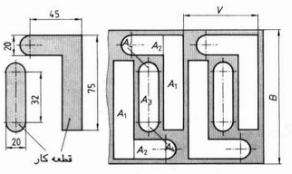
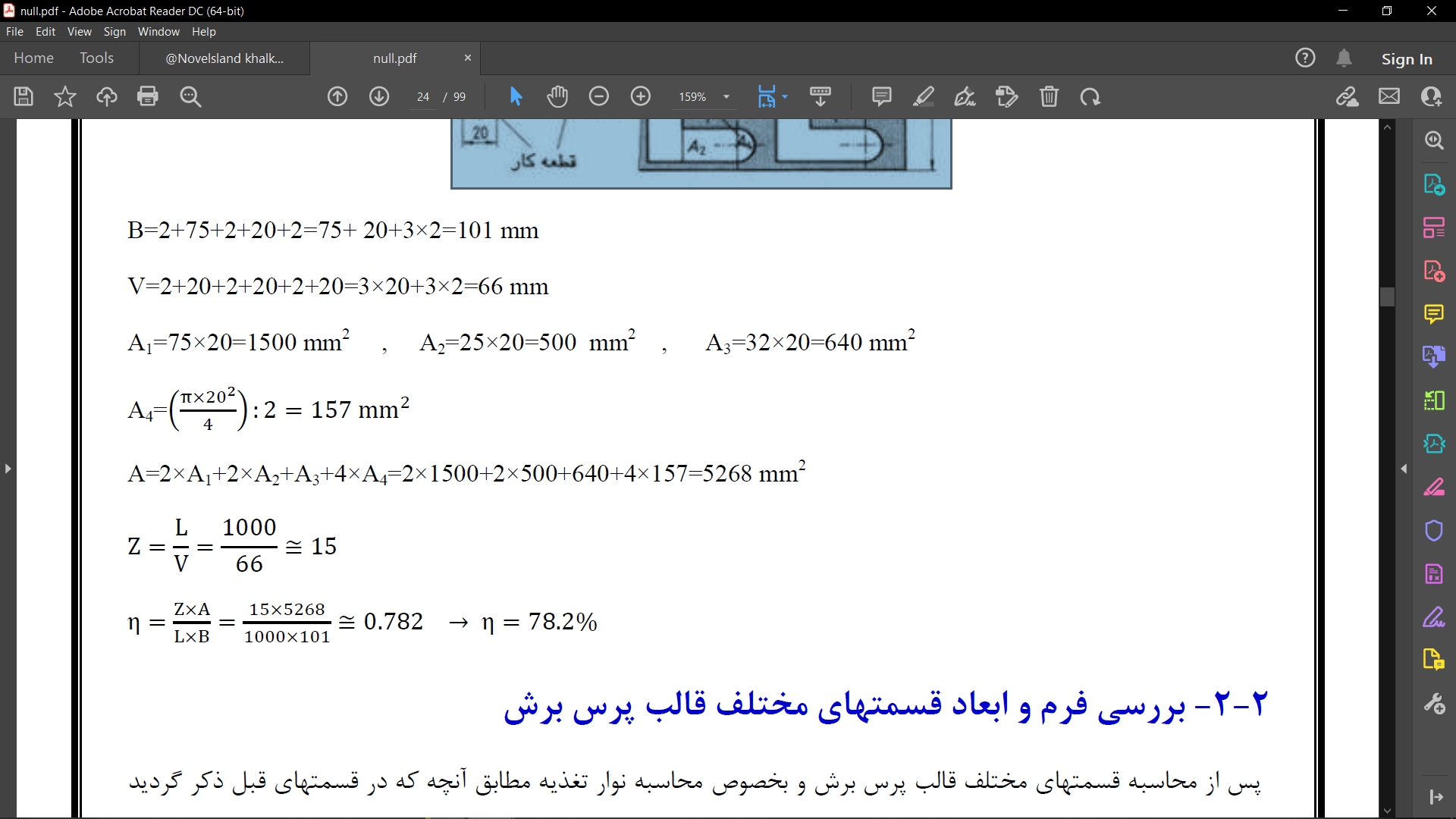
مثال 1را تعیین کنید. طول نوار 1111 میلی متر )η( و درجه بازده )B( برای قطعه کار نشان داده شده دور ریز عرضی و طولی، عرض نوار
و ضخامت آن 1 میلی متر است.
-2-2 بررسی فرم و ابعاد قسمتهای مختلف قالب پرس برش
پس از محاسبه قسمتهای مختلف قالب پرس برش و بخصوص محاسبه نوار تغذیه مطابق آنچه که در قسمتهای قبل ذکر گردید
به ترتیب بخشهای دیگر قالب ورق های فولادی را بررسی و طراحی می نماییم.
-1-2-2 طراحی ماتریس
قالب های کوچک که برای تولید قطعات صنعتی کوچک به کار می روند معمولا ماتریس یک تکه دارند. فقط برای قطعا ت
پیچیده ممکن است که ماتریس را مرکب بسازند تا ماشین کاری آن آسانتر باشد. ماتریس قالب های بزرگ را نیز برای تسهیل در
امر ماشین کاری، سخت کاری و سنگ زدن، مرکب می سازند. در این بخش بهترین روش
برای انتخاب یک ماتریس کوچک و متوسط ارائه می شود.
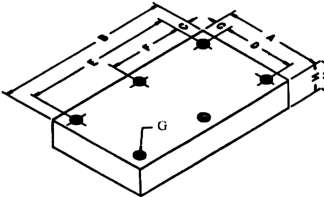
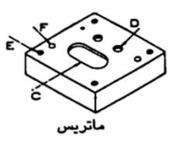
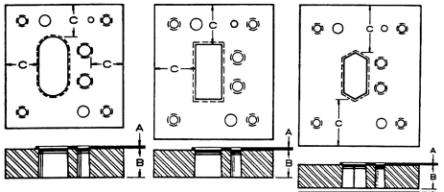
محل D به طور کلی سوراخ هایی که در روی ماتریس مشاهده می شوند عبارتند از: سوراخ
که تا انتهای بدنه F و E برای قطعه کار، سوراخهای C فرود سنبه ی سوراخ کاری، سوراخ
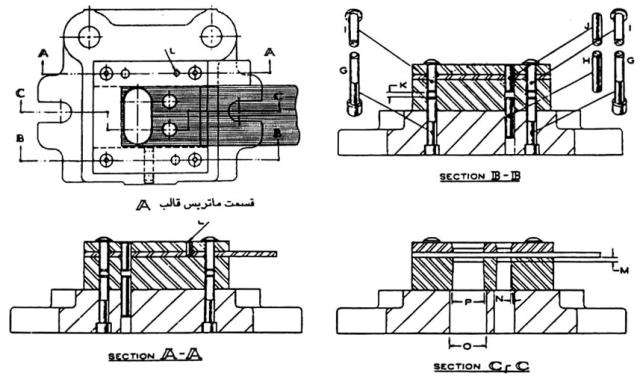
B- و A-A ماتریس عمق دارند به ترتیب برای پیچ و پین قالب هستند. در شکل زیر مقاطع
H کفشک پایین را به ماتریس وصل می کند. دو پین )G( نشانگر اتصال اجزای قالب به یک دیگر است. چهار پیچ از نوع آلن B
مجموعه I که بین کفشک و ماتریس جازده شده است، از هر گونه پیچش و حرکت احتمالی جلوگیری می کند. چهار پیچ
K نیز در محل خود به کار می روند. فاصله ی J صفحه ی روبند یا ورق گیر را به ماتریس محکم می کند. در حالی که دو پین
برای پیش بینی در امر سنگ زدن صفحات و یا ماشین کاری آنها که موجب تقلیل ضخامت خواهد بود می باشد. قطر پیچ ها و
 در روبند، پرسی جازده می شود ولی در ماتریس لزومی به J پین ها در هیچ قالبی از 8 میلی متر کمتر نخواهد بود. پین های
در روبند، پرسی جازده می شود ولی در ماتریس لزومی به J پین ها در هیچ قالبی از 8 میلی متر کمتر نخواهد بود. پین های
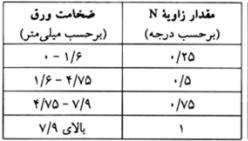
را حدود 3 میلی متر در نظر می گیرند و زاویه ی M ماتریس را نشان می دهد. فاصله مستقیم C-C انطباق پرسی نیست. مقطع
خواهد بود تا قطعه کار راحت از زیر قالب P به اندازه 3 میلی متر بزرگتر از قطر O را از جدول زیر تعیین می کنند. قطر N شیب
بیرون بیفتد.
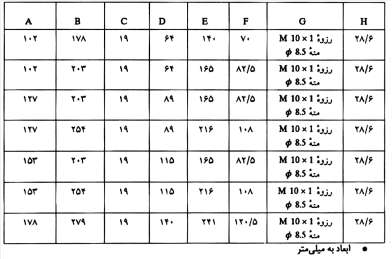
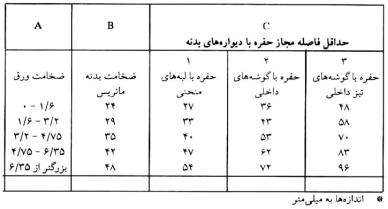
 در هنگام طراحی ماتریس فواصل سوراخ های ماتریس که برای تشکیل قطعه لازم است نباید نسبت به لبه ی ماتریس و یکدیگر
در هنگام طراحی ماتریس فواصل سوراخ های ماتریس که برای تشکیل قطعه لازم است نباید نسبت به لبه ی ماتریس و یکدیگر
از محدوده ی خاصی تجاوز کند. در شکل زیر نمای بالای ماتریس با سه نوع سوراخ نشان داده شده است. حداقل فاصله ی مجاز
نیز با توجه به ضخامت بدنه ی ماتریس و ضخامت ورق در جدول دیده می شود.
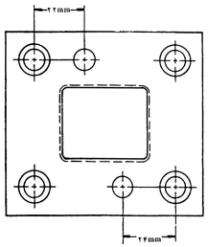
 در برخی از قالب ها که حفره ی ماتریس آنها متقارن است ممکن است پس از تعمیر، ماتریس به طور غلط و برعکس حالت اولیه
در برخی از قالب ها که حفره ی ماتریس آنها متقارن است ممکن است پس از تعمیر، ماتریس به طور غلط و برعکس حالت اولیه
بسته شود. در این صورت به دلیل این که رعایت تقارن به طور کامل ممکن نیست، قالب در هنگام کار دچار مشکل خواهد شد.
برای جلوگیری از این امر و نشان گذاری قالب، یکی از پین ها را در فاصله ای نزدیک تر نسبت به پیچ مجاورش قرار می دهند. این
مسئله در شکل زیر نمایان است.
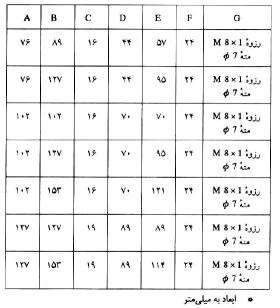
 در جایی که انواع زیادی قطعه کار مورد نیاز باشد برای صرفه جویی در وقت و هزینه از اندازه های استاندارد ماتریس استفاده
در جایی که انواع زیادی قطعه کار مورد نیاز باشد برای صرفه جویی در وقت و هزینه از اندازه های استاندارد ماتریس استفاده
می کنیم. برای سرعت کار می توان از فیکسچرهای سوراخ کاری استفاده کرد در این صورت کار به راحتی بروی ماشین مته انجام
خواهد شد.
در این مقاله ورق های فولادی و ماتریس مورد بررسی قرار گرفت حال، اندازه استاندارد ماتریسهای کوچک و متوسط در جدول زیر آمده است.