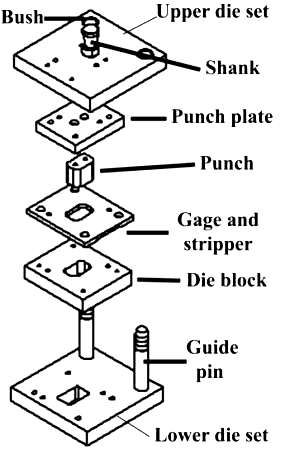
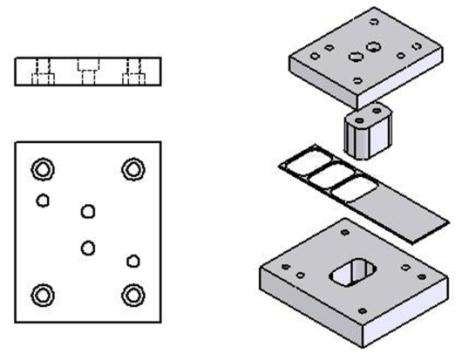
در شکل زیر اجزای قالب برش ساده نشان داده شده است. در طراحی قالب برش برای ساختن هر یک از این اجزای مراحلی وجود دارد. در ادامه بطور خالصه مراحل ساخت یک قالب برش ساده و اجزای آن به ترتیب ذکر میگردد. از این ترتیب بایستی برای ساخت قالب برش در کارگاه پیروی نمود
فهرست مقاله
نوار ورق:
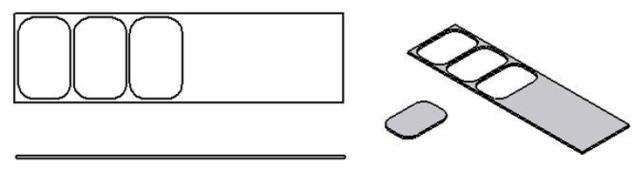
اولین مرحله در طراحی هر قالب برش، طراحی نوار ورق به شکلی که در انتهای ضربه پرس ظاهر خواهد شد
می باشد. در نقشه همواره نوار ورق را پر رنگ بکشید تا به راحتی تشخیص داده شود. در نمای بالایی طرح کامل نوار ورق و
سوراخ های آن مشخص می گردد. در نمای روبرو یا جانبی نیز ضخامت آن نشان داده می شود. قطعه ی تولید شده را نیز می توان
به خوبی مشاهده کرد.
 ماتریس:
ماتریس:
 ماتریس:
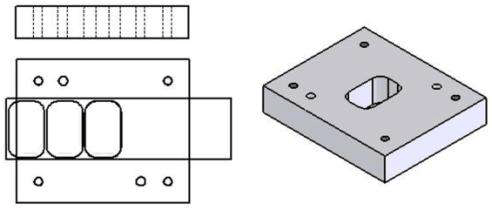
ماتریس:در شکل صفحه بعد سه نما از ماتریس رسم شده است. اجزای قالب برش ساده در نمای بالا، بدنه معمولاً به صورت مستطیل در نظر گرفته می شود. دیواره سوراخ حفره برای آسان بیرون افتادن قطعه کار شیب دار می گردد. همچنین باید برای پیچ ها و پین هایی که قالب را به کفشک می بندد جای کافی در نظر گرفت. نقشه بدنه ی ماتریس زیر نوار مشاهده می گردد.
 سنبه پولک زنی:
سنبه پولک زنی:
 سنبه پولک زنی:
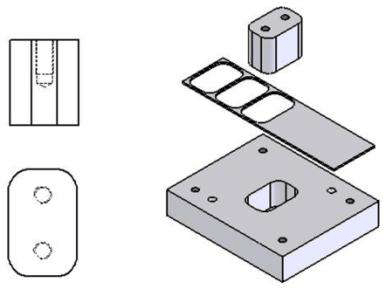
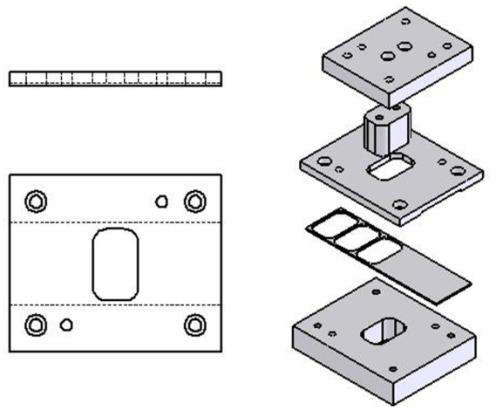
سنبه پولک زنی:سنبه به بخشی از قالب گفته می شود که به طرف بالای پرس بسته می شود و با پایین آمدن آن، عملیات مختلفی بروی نوار ورق انجام می گردد. از سنبه ها برای برش، سوراخ کاری، ایجاد خم یا فرم در قطعه استفاده می شود. در شکل زیر سنبه ی برش مربوط به قالب در بالای بدنه ی ماتریس دیده می شود. زمانی که سنبه را طراحی می کنیم باید محل پیچ ها و
پین هایی که آن را به مجموعه ی قالب می بندد نیز در نظر بگیریم.
 صفحه ی سنبه گیر از اجزای قالب برش ساده:
صفحه ی سنبه گیر از اجزای قالب برش ساده:
 صفحه ی سنبه گیر از اجزای قالب برش ساده:
صفحه ی سنبه گیر از اجزای قالب برش ساده:در شکل صفحه بعد صفحه ای که سنبه را نگاه می دارد دیده می شود. خاطر نشان می گردد که هنگام
طراحی سنبه گیر باید فضای کافی برای اتصالات پیچ و پین در نظر گرفته شود. گاهی بجای این که صفحه سنبه گیر را مستقیماً
به کفشک ببندند بین آن و کفشک ورقی از جنس فولاد نرم قرار می دهند تا مانع انتقال ضربه های سنبه به کفشک گردد و در
نتیجه از خرابی کفشک جلوگیری نماید. به این قطعه، صفحه ضربه گیر می گویند.
 کانال راهنما:
کانال راهنما:
 کانال راهنما:
کانال راهنما:حال به وسیله ای احتیاج داریم که ورق را در جای درست خود بروی ماتریس قرار دهد. برای این کار از
قطعه ای به نام گیج یا کانال راهنما استفاده می کنیم. این کانال از افتادن ورق جلوگیری می کند و آن را در موقعیت درست به زیر
قالب هدایت می نماید.
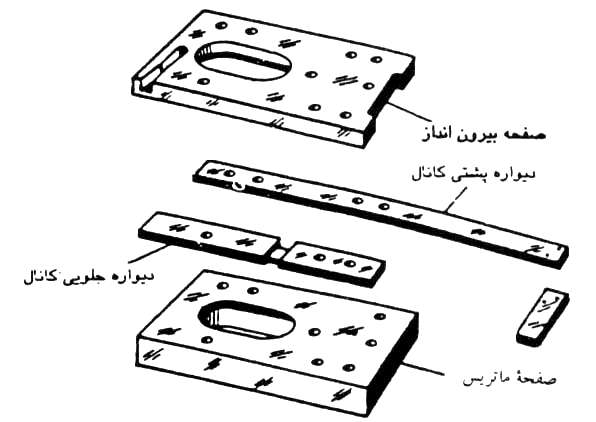
صفحه جدا
 در شکل زیر کانال راهنما توسط دو تسمه فلزی که ورق را از دو طرف محصور کرده است و آن را هدایت می کند ایجاد شده است .
در شکل زیر کانال راهنما توسط دو تسمه فلزی که ورق را از دو طرف محصور کرده است و آن را هدایت می کند ایجاد شده است .
از این روش نیز در قالب سازی استفاده می گردد.
 صفحه جدا کننده یا صفحه ی روبند:
صفحه جدا کننده یا صفحه ی روبند:
 صفحه جدا کننده یا صفحه ی روبند:
صفحه جدا کننده یا صفحه ی روبند:کار آن همان طور که از نامش پیداست جدا کردن ورق از سنبه است. گفتیم که ورق به علت انقباض به اطراف سنبه می چسبد و تمایل دارد که با سنبه به سمت بالا حرکت کند. صفحه جدا کننده، ورق را از اطراف سنبه جدا می کند. ناگفته نماند که این نوع صفحه جدا کننده برای قالب های کوچک کاربرد دارد و برای قالب های بزرگتر از صفحات ورق گیر مجهز به فنر استفاده می شود. در قالب های برش ساده می توان کانال راهنما را با صفحه جدا کننده در یک قطعه بطور مشترک ایجاد کرد. به این ترتیب به ساخت مجزای کانالها و صفحه جدا کننده نیازی نیست (دو شکل قبل).
اتصالات و بست ها:
در قالب های پرس تمامی پین ها و پیچ های یک عضو مشخص، هم قطر انتخاب می شود. در قالب سازی
معمولاً از پیچهای آلن استفاده می گردد چرا که شکل گرد، ارتفاع کم سر پیچ و مقاومت خوب این نوع پیچ برای اتصال بسیار
مناسب است.
کفشک ها:
اجزای قالب برش ساده از طریق کفشک به پرس متصل می گردد. کفشک ها در اندازه های مختلف و اشکال متفاوتی وجود
دارد و برای انتخاب یک نوع مناسب نکته های خاصی باید در نظر گرفته شود. کفشک ها به همراه میلها و بوشهای راهنما بطور
آماده در ابعاد مختلف قالب موجود می باشد و کمتر پیش می آید که این بخشها نیز ساخته شود. ابعاد کفشک های استاندارد در
بخش پیوست آورده شده اند. شکل صفحه بعد مجموعه قالب و کفشک های آن را نشان می دهد.
توجه:
برای اتصال مجموعه کفشک بالا، صفحه سنبه گیر و سنبه ) بطور کلی کفشک بالای قالب( به سینه پرس از قطعه ای به نام
توپی استفاده می شود که متناسب با اندازه پرس و کفشک انتخاب می گردد. ابعاد توپی برای کفشک های مختلف در بخش
پیوست داده شده است.
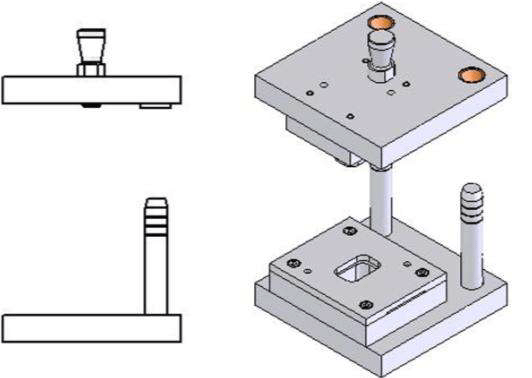 یک قالب برش و مجموعه کفشک آن
یک قالب برش و مجموعه کفشک آن
طراحی نوار ورق
طراحی و ساخت سنبه و صفحه سنبه گیر
طراحی و ساخت صفحه جدا کننده ورق
انتخاب پیچها و پینها
انتخاب مجموعه کفشک
مونتاژ و تست قالب
مراحل طراحی و ساخت یک قالب برش ساده



تشکر بابت مطلب بسیار مفید و کاربردی.