فرایندهای ساخت و تولید قطعات صنعتی به دو گروه با براده برداری و بدون براده برداری تقسیم میگردند. تولید قطعات با قالب پرس از جمله قدیمیترین روشهای تولید بدون براده برداری است. در این روش بطور کلی حفرهای به شکل قطعهای که قرار است تولید شود ایجاد میگردد و سپس ماده خام به صورتهای مختلف مانند تزریق ماده در حفره یا فشردن آن در حفره درون قالب شکل میگیرد.
 قالب جزء ابزارهای دقیق به حساب میآید و استفاده از آن در تولید دارای مزایای زیر است:
قالب جزء ابزارهای دقیق به حساب میآید و استفاده از آن در تولید دارای مزایای زیر است:
 قالب جزء ابزارهای دقیق به حساب میآید و استفاده از آن در تولید دارای مزایای زیر است:
قالب جزء ابزارهای دقیق به حساب میآید و استفاده از آن در تولید دارای مزایای زیر است:1 -صرفهجویی در مصرف مواد خام
2 -امکان تولید انبوه قطعات
3 -پایین بودن بهای تمام شده قطعات تولید شده
4 -یکنواخت بودن قطعات تولید شده و باال بودن قابلیت تعویض آنها
یکی از مهمترین گروه فرایندهای بدون براده برداری، شکل دهی فلزات است که تولید قطعات با قالب پرس و قالبهای فورجینگ یا آهنگری در این دسته از روش های تولید بدون براده برداری قرار میگیرند. قالبها را از جنبه های مختلف میتوان دسته بندی کرد اما بر اساس جنس قطعه کار تولید شده، قالب ها به انواع فلزی، پالستیک، الستیک، شیشه و فایبرگالس تقسیم می شوند.
از جمله قالبهای فلزی میتوان به این موارد اشاره نمود:
1)Stamping Die( پرس قالبهای-
2 -قالبهای دایکست )ریختهگری تحت فشار= Cast Die)
3 -قالبهای فورجینگ )آهنگری= Forging)
4 -قالبهای اکستروژن )حدیدهکاری= Extrusion .)
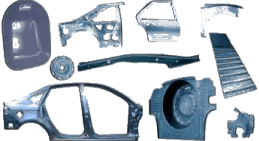
یکی از صنایعی که در حال حاضر به وفور از قطعات تولید شده توسط قالب های فلزی استفاده میکند صنعت خودروسازی است. صنایع دیگر نظیر تأسیسات، نفت، حمل و نقل و … را نیز می توان از مصرف کنندگان این قالب ها دانست. قالب های پرس یا سنبه و ماتریس از جمله قالب های فلزی هستند که توسط آنها ورق های فلزی شکل داده می شوند. این قالب ها به سه گروه زیر تقسیم میشوند:
1 -قالبهای پرس برش )Die Cutting)
2 -قالبهای پرس فرم )Die Forming)
3 -قالبهای پرس کشش عمیق (Die Drawing Deep(
تکنولوژی قالب سازی فصل اول: اصول تولید قطعات با قالب پرس صفحه:2
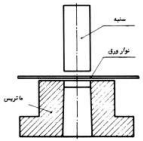
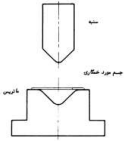
اساس تولید در این قالب ها، شکل دهی ورق های فلزی در اثر اعمال فشار به آن بین یک میله و حفره فرمدار است. به میله، پانچ )Punch )یا سنبه و به حفره، ماتریس یا قالب )Die )می گویند. عموماً سنبه به بخش متحرک یک ماشین پرس بسته می شود و ماتریس دقیقاً زیر آن و روی میز پرس محکم می گردد. ورق بروی ماتریس قرار داده می شود و با حرکت پرس، سنبه به سمت ماتریس می آید و برای وارد شدن به ماتریس ورق را در سر راه خود برش یا شکل می دهد. هنگامی که سنبه به ورق می رسد آن قدر به آن نیرو وارد می کند تا نیروی اعمالی از استحکام تسلیم ورق نیز فراتر رود و در نتیجه ورق در مقابل سنبه تسلیم شده به صورت پالستیک تغییر شکل می دهد. بدیهی است که باید بین سنبه و ماتریس لقی وجود داشته باشد تا ورق به درون ماتریس جاری گردد