اصول طراحی قالب های برش
فهرست مقاله
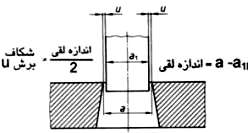
لقی ) یا کلی اِرِنْسْ Clearance = و مقدار آن
بین لبه برش سنبه و لبه برش ماتریس باید مقداری لقی که به طور عمود بر سطح برش اندازه گیری می شود وجود داشته باشد.
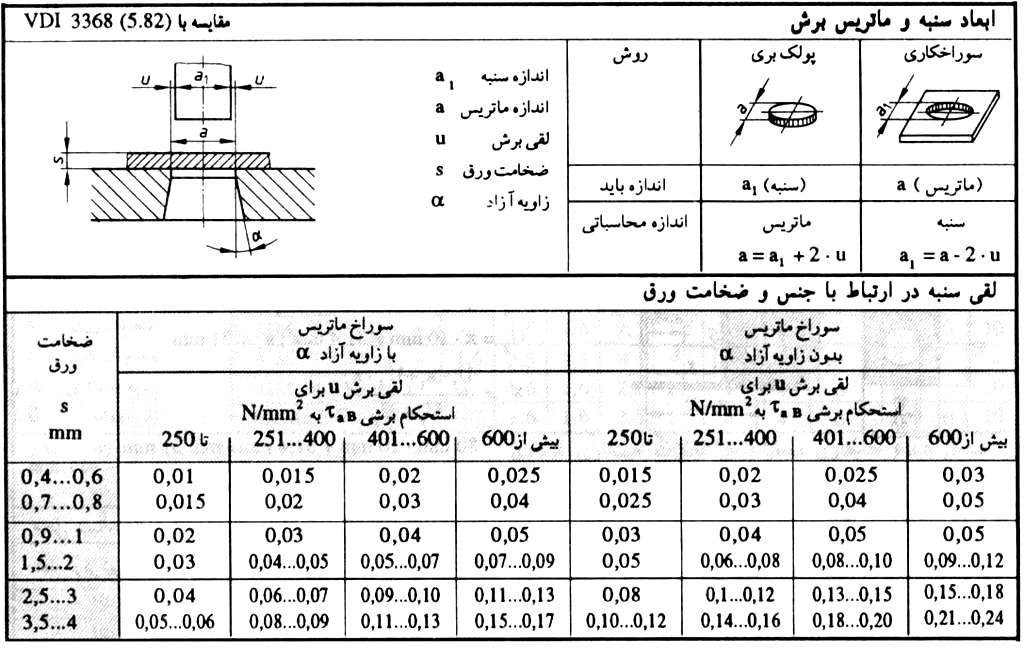
اندازه لقی به ضخامت و استحکام ماده قطعه کار، ساختمان قالب برش و میزان پرداخت سطح برش قطعه کار بستگی دارد. اندازه و وضعیت لقی بیش از هر عامل دیگر بروی عمر قالب تأثیر دارد. تیراژ تولید سالم که از مشخصات مهم قالب است، در حقیقت تعداد قطعات برشی است که در یک بار سنگ زدن قالب و تعمیر آن بتوان تولید کرد. از اصول طراحی قالب های برش هر گاه لقی در یک نقطه تنگتر از نقطه مقابل آن باشد سنبه هنگام برش به اجبار جابه جا می گردد. به این ترتیب راهنماهای قالب تحت سایش شدید قرار می گیرد و قالب زودتر از موعد کند می شود. به علاوه نیروی برش افزایش می یابد و بطور غیر یک نواخت بروی قطعه کار پلیسه تولید می گردد. اندازه سنبه و ماتریس غالبا با لقی بین آنها محاسبه می شود. لقی دو برابر شکاف برش است و حدود 4 تا 11 درصد ضخامت ورق است. در جداول استاندارد موجود علاوه بر ضخامت ورق و مقادیر استحکامی به نوع حفره ماتریس نیز توجه می شود. مقدار لقی بر طبق جنس ورق و ضخامت ورق از جدول زیر قابل تعیین است.
 نکته:
نکته:
 نکته:
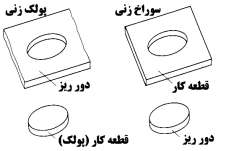
نکته:در برش مازاد خارج )پولک زنی )blanking اندازه حفره ماتریس همان اندازه اسمی قطعه کار است در حالی که اندازه سنبه برش به اندازه لقی قالب کوچک تر از اندازه اسمی قطعه کار در نظر گرفته می شود. در برش مازاد داخل )سوراخ زنی )piercing اندازه سنبه همان اندازه اسمی قطعه کار است در حالی که اندازه حفره ماتریس به اندازه لقی قالب بزرگتر از اندازه اسمی قطعه کار در نظر گرفته می شود.
 مثال:
مثال:
 مثال:
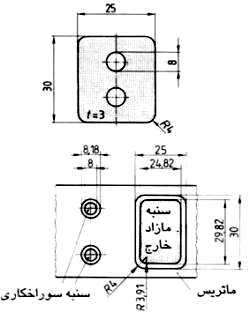
مثال:قطعه کار روبرو باید از ورقی به ضخامت 3 میلی متر با سختی متوسط ساخته شود.
اگر لقی قالب 6 درصد ضخامت ورق باشد اندازه های حفره ماتریس و سنبه
سوراخ زنی را محاسبه کنید.
الف(در پولک زنی اندازه حفره قالب همان اندازه قطعه کار است بنابراین: طول حفره
31 میلی متر، عرض آن 25 میلی متر و شعاع گوشه 4 میلی متر می باشد. سنبه
پولک زنی به اندازه لقی از اندازه اسمی قطعه کار کوچکتر است. مقدار لقی عبارت
است از:
 و به این ترتیب ابعاد سنبه به این
و به این ترتیب ابعاد سنبه به این
صورت محاسبه می گردد:
31 – 1/18 =22/ طول سنبه پولک زنی: میلی متر 82
25 – 1/18 =24/ عرض سنبه پولک زنی: میلی متر 82
4 – )1/18 :2( = 4 – )1/12( =3/ شعاع گوشه سنبه پولک زنی: میلی متر 21
ب(در سوراخ زنی اندازه سنبه همان اندازه اسمی قطعه کار است اما حفره ماتریس به مقدار لقی از اندازه اسمی قطعه کار بزرگتر
است.
قطر سنبه سوراخ زنی: 8 میلی متر
8 + 1/18 = 8/ قطر سوراخ ماتریس: میلی متر 18
 نکته مهم 1 در اصول طراحی قالب های برش
نکته مهم 1 در اصول طراحی قالب های برش
 نکته مهم 1 در اصول طراحی قالب های برش
نکته مهم 1 در اصول طراحی قالب های برشدر سوراخ زنی به واسطه برگشت فنری ورق، قطعه کار به اصطلاح باد می کند و باعث می شود سوراخ ایجاد شده از سنبه
کوچکتر گردد. این پدیده به خصوص در ورق های ضخیم قابل ملاحظه است. به همین دلیل سنبه سوراخ زنی حدود نصف
1 میلی متر بود / لقی بزرگتر از اندازه اسمی سوراخ قطعه کار در نظر گرفته می شود. بنابراین در مثال قبل که مقدار لقی 18
1 میلی متر می باشد که باید به سنبه سوراخ زنی اضافه گردد )قطر سنبه سوراخ زنی = / اندازه بادکردگی، نصف لقی یعنی 12
8/12 میلی متر(. اندازه بادکردگی را به این صورت هم می توان در نظر گرفت که به هنگام ساخت قالب سنبه به اندازه تلرانس
بالا ساخته شود.
نکته مهم 2
اگر در طراحی سنبه و ماتریس سایش قالب نیز در نظر گرفته شود باید اندازه ها در ارتباط با تلرانس قطعه کار تعیین گردد.
برای حصول این منظور باید در پولک زنی، حفره ماتریس حداقل اندازه قطعه کار )حد پایین تلرانس( و در سوراخ زنی سنبه
سوراخ زنی حداکثر اندازه قطعه کار )حد بالای تلرانس( را داشته باشد.
نکته مهم 3
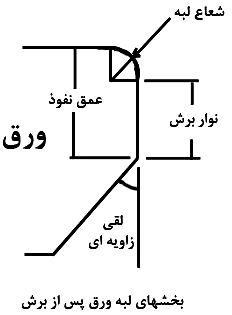
تأثیر تغییرات لقی بر مشخصات لبه برش به این شرح است )شکل روبرو(: افزایش لقی = افزایش
شعاع لبه، کاهش طول نوار برش، افزایش زاویه گسیختگی )لقی زاویه ای(، افزایش پلیسه
کاهش لقی = کاهش شعاع لبه، افزایش طول نوار برش، کاهش زاویه گسیختگی )لقی زاویه
ای(، کاهش پلیسه



سلام اگر قالب برای برش غیر مدور باشد لقی چقدر است؟