فهرست مقاله
- 1 تئوری قالب برش
- 2 توضیح مراحل برش ورق در شکل باال:
- 2.1 1 -در این قسمت از شکل، لبه های برش قالب و فاصله ی مجاز c)
- 2.2 2 -نوار تغذیه بین لبه های برش با خط چین نشان داده شدهاست.
- 2.3 3 -سنبه، حرکت رو به پایین را ادامه میدهد
- 2.4 4 -حرکت پیوسته و رو به پایین
- 2.5 5 -در ادامه حرکت پیوسته ی سنبه، ترکها رشد کرده از دو طرف به هم می رسند.
- 2.6 6 -با پیشروی بیشتر سنبه، قطعهکار از نوار جدا میشود.
- 2.7 7 -ادامه ی حرکت سنبه باعث میشود
- 2.8 8 -اکنون سنبه کامالً از میان نوار گذشته است.
- 2.9 تکنولوژی قالب سازی فصل اول: اصول تولید با قالب پرس صفحه
- 2.10 منبع
تئوری قالب برش
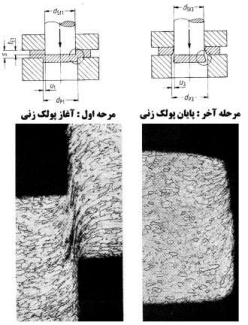
برش – اگر آن را به عنوان یک فرایند تولید بدون برادهبرداری در نظر بگیریم- قطع ورقهای فلزی با اعمال نیروی مکانیکی توسط دو تیغه برنده تعریف میگردد. به فرایند برش توسط سنبه و ماتریس برش با قالب (Cutting Die)اطالق میگردد و به قالب سنبه و ماتریسی که عمل برش ورق را به شکلها و طرحهای مختلف انجام میدهد قالب برش گفته میشود. در یک قالب برش پس از این که سنبه در ورق تغییر شکل پالستیک ایجاد نمود، به علت اینکه ماتریس یک حفره است و در حقیقت زیر سنبه خالی است و همچنین به علت وجود لقی بین سنبه و ماتریس، سنبه به داخل ورق نفوذ میکند و این نفوذ آن قدر ادامه مییابد که ورق از هم گسسته میشود. فرایند برش در قالبهای برش بررسی شدهاست و مراحل آن تحت عنوان مبحث تئوری برش تشریح میگردد. به شکل زیر توجه نمایید
 تکنولوژی قالب سازی فصل اول: اصول تولید با قالب پرس صفحه:7
تکنولوژی قالب سازی فصل اول: اصول تولید با قالب پرس صفحه:7
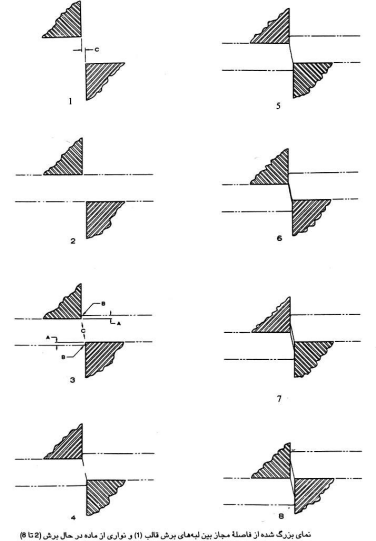
توضیح مراحل برش ورق در شکل باال:
لقی( دیده میشود. مقدار این فاصله بسیار مهم است و در ادامه بیشتر توضیح داده خواهد شد
1 -در این قسمت از شکل، لبه های برش قالب و فاصله ی مجاز c)
2 -نوار تغذیه بین لبه های برش با خط چین نشان داده شدهاست.
هنگامی که نوار تغذیه بین دو لبه ی برنده فشرده میگردد و مقدار فشار از استحکام نهایی ماده بیشتر شود در نوار شکست ایجاد میگردد و به دنبال آن برش انجام میشود.
3 -سنبه، حرکت رو به پایین را ادامه میدهد
و لبه های آن به مقدار A درون ماده نفوذ میکند. مقدار عمق نفوذ الزم برای آغاز برش به جنس و ضخامت ورق بستگی دارد که در ورقهای ترد کمتر از ورقهای نرم است. ماده در بخش B کشیده میشود و کشش تا فراتر از حد االستیک ماده افزایش مییابد در نتیجه تغییر شکل پالستیک اتفاق می افتد. مقدار نفوذ و کشش در هر دو طرف نوار تغذیه یکسان است.
4 -حرکت پیوسته و رو به پایین
لبه های برش سنبه باعث ایجاد ترک در ماده میشود. صفحات شکست دقیقاً از لبه های برنده آغاز میگردد.
5 -در ادامه حرکت پیوسته ی سنبه، ترکها رشد کرده از دو طرف به هم می رسند.
در این جا اهمیت مقدار فاصله ی c مشخص میشود چرا که اگر این فاصله مناسب نباشد ترکها به هم نمی رسد و یک دیوار برش نامطلوب در قطعهکار ایجاد خواهد شد.
6 -با پیشروی بیشتر سنبه، قطعهکار از نوار جدا میشود.
جدایش زمانی اتفاق می افتد که سنبه به میزان یک سوم ضخامت نوار پیشروی کردهباشد.
7 -ادامه ی حرکت سنبه باعث میشود
قطعهکار در حفره ی ماتریس پایین برود. به دلیل تنشهای فشاری ایجاد شده، قبل از جدایش، قطعه به دیوارهای حفره میچسبد. به عبارت دیگر چون ماده در ناحیه در مرحله 3 فشرده شده بود اکنون مانند یک فنر فشرده عمل میکند. قطعه کار که در حفره ماتریس محبوس شده است، تمایل به انبساط دارد اما دیواره های حفره قالب مانع از این عمل میگردد. در سنبه، وضعیت برعکس است و نوار به دور سنبه جمع میشود و به سختی به آن میچسبد.
8 -اکنون سنبه کامالً از میان نوار گذشته است.
همچنین قطعه کار نیز کامالً در حفره ماتریس قرار گرفته است.
توجه شود که دیواره برش خورده در قطعهکار و نوار، دارای سطوح مشابه اما معکوس یکدیگر هستند. نوار تغذیه با فشاری برابر با فشار چسبیدگی قطعه کار به دیواره حفره ماتریس، دور سنبه میچسبد و برای جدا کردن آن به صفحه جدا کننده یا ورق گیر احتیاج می باشد.
تکنولوژی قالب سازی فصل اول: اصول تولید با قالب پرس صفحه
 منبع
منبع