هنگام پولک زنی یک قطعه کار باید نیروی برش بر استحکام برشی ورق غلبه کند. اندازه استحکام برش به سطح برش و حداکثر
استحکام برشی جنس ورق بستگی دارد. محاسبه نیروی برش برای تعیین پرس با تناژ لازم )نه کم و نه زیاد( به کار می رود.
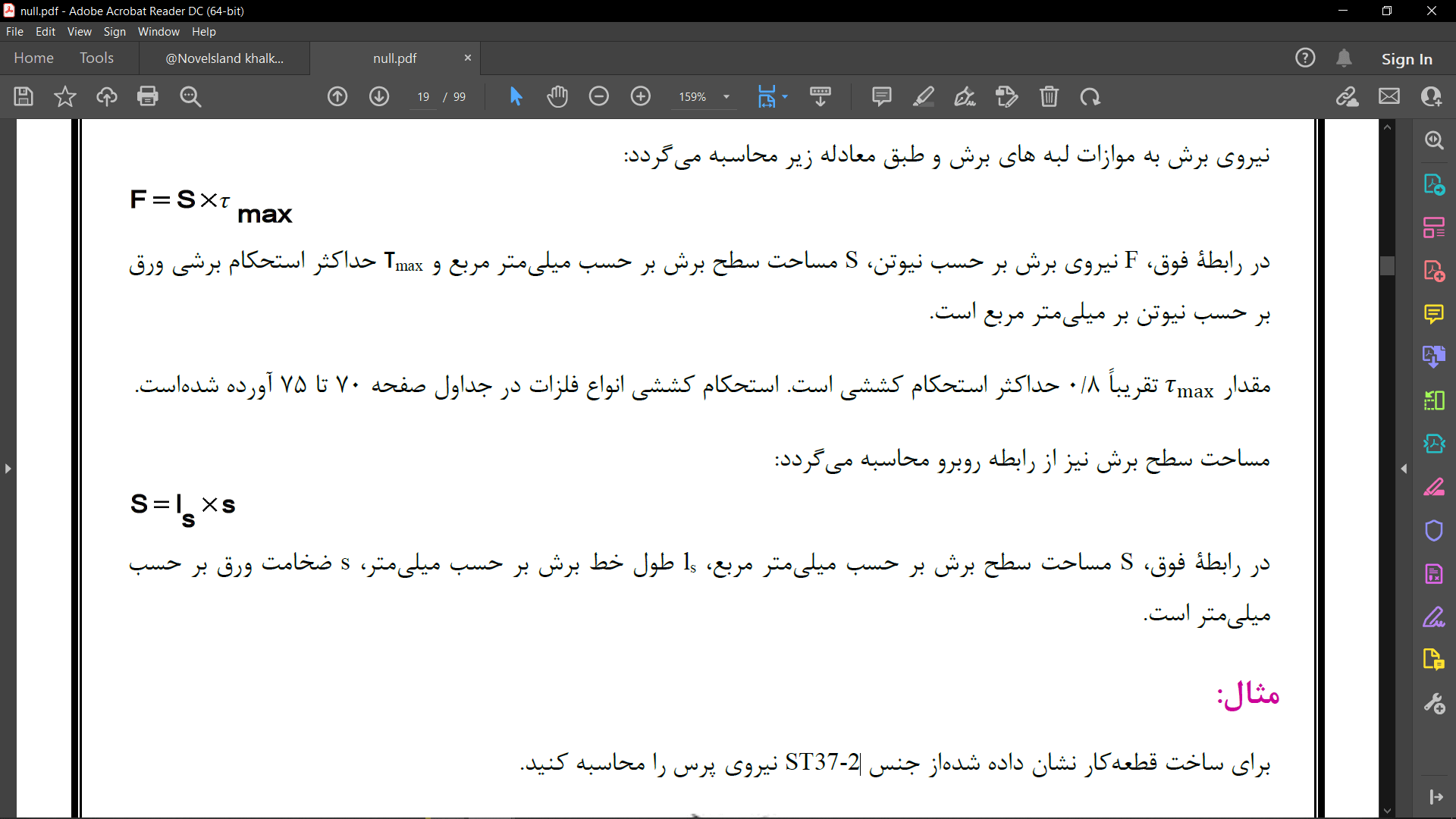
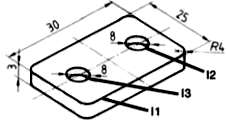
نیروی برش به موازات لبه های برش و طبق معادله زیر محاسبه می گردد:
 کاهش نیروی برش
کاهش نیروی برش
 کاهش نیروی برش
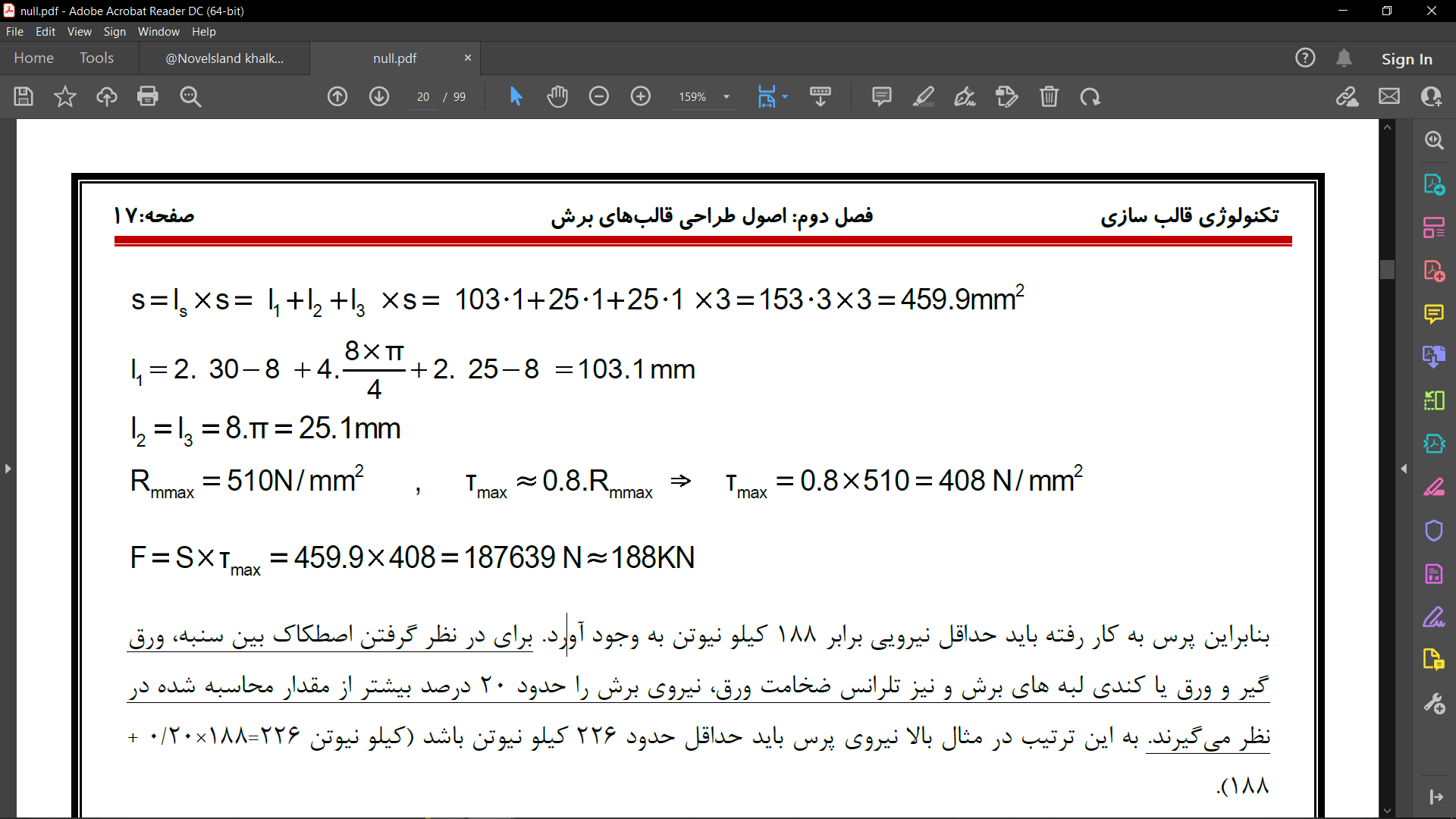
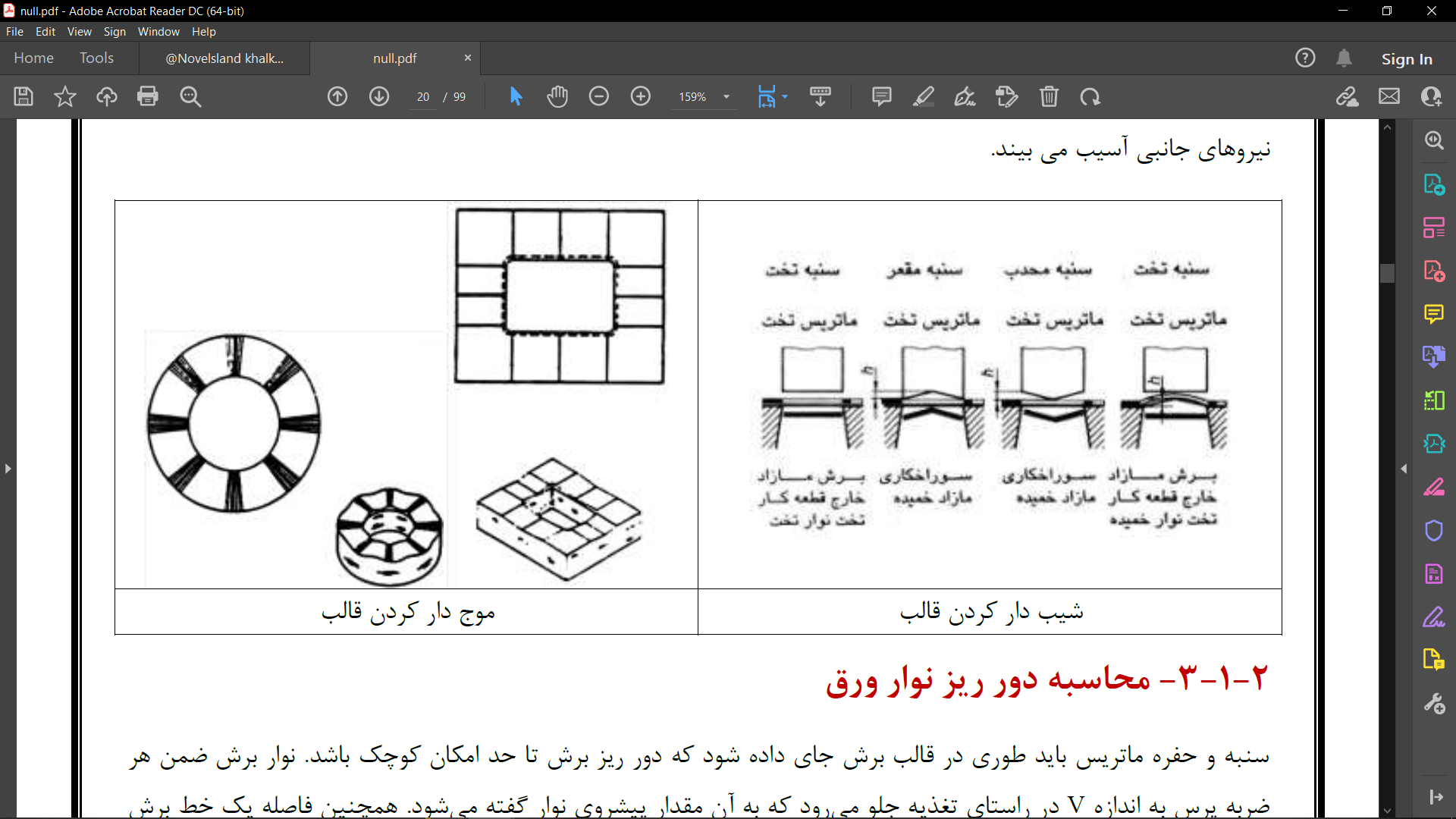
کاهش نیروی برشدر قالب های برش پر قدرت مانند برش ورق های ضخیم، با سنگ زنی، سر سنبه یا روی ماتریس را شیب دار یا موج دار سنگ می زنند تا ضربه های پرس نرم و ملایم شود. با شیب دار یا موج دار شدن سطح کار قالب برش، نیروی برش کاهش می یابد. قالب باید طوری شیب دار شود که قطعه کار پس از خروج از آن همچنان تخت بماند. در پولک زنی معمولاً ماتریس شیب دار است اما
در سوراخ زنی سنبه باید شیب دار باشد. با این روش فقط دور ریز ورق قوس دار می شود و قطعه کار تخت باقی می ماند. اندازه
1 ضخامت ورق است. مقادیر کوچک برای مواد ترد و مقادیر بزرگ / 1 تا 2 / روی سنبه یا روی ماتریس حدود 6 h عمومی شیب
برای مواد چقرمه بکار می رود. زاویه شیب در سنبه ها نباید بزرگتر از 5 درجه شود. در غیر این صورت لبه های برش به علت
نیروهای جانبی آسیب می بیند.
محاسبه دور ریز نوار ورق
 محاسبه دور ریز نوار ورق
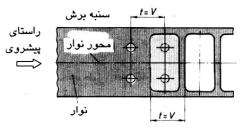
محاسبه دور ریز نوار ورقسنبه و حفره ماتریس باید طوری در قالب برش جای داده شود که دور ریز برش تا حد امکان کوچک باشد. نوار برش ضمن هر
ضربه پرس به اندازه V در راستای تغذیه جلو می رود که به آن مقدار پیشروی نوار گفته می شود. همچنین فاصله یک خط برش
. تا خط برش متناظر بعدی گام T نامیده می شود
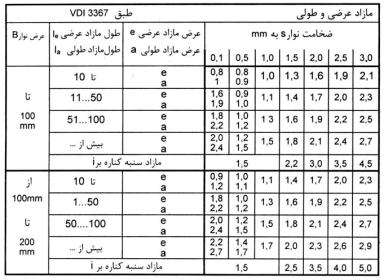
 به منظور کاهش دور ریز ورق مقادیر دور ریز عرضی و طولی در هر گام برش پیشنهاد می گردد که تجربی هستند. این مقادیر در
به منظور کاهش دور ریز ورق مقادیر دور ریز عرضی و طولی در هر گام برش پیشنهاد می گردد که تجربی هستند. این مقادیر در
جدول صفحه بعد آورده شده است.
 برای تعیین مناسب ترین وضعیت
برای تعیین مناسب ترین وضعیت
 برای تعیین مناسب ترین وضعیت
برای تعیین مناسب ترین وضعیتقرار گیری قطعه کار بروی ورق جهت کاهش دور ریز آن، نسبت سطوح همه قطعا ت برش خورده به سطح نوار ورق محاسبه
می گردد. به این نسبت، درجه بازده گفته می شود. قطعه کار به شکلهای مختلف مانند مستقیم، مایل، یک ردیفه، چند ردیفه و … بروی ورق قرار می گیرد و برای هر مورد بازده محاسبه می گردد. در نهایت طرحی که بیشترین بازده را داراست انتخاب می شود.
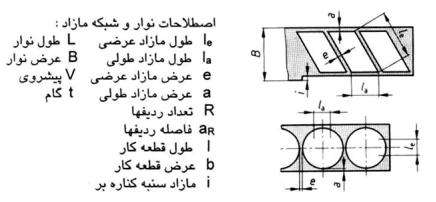
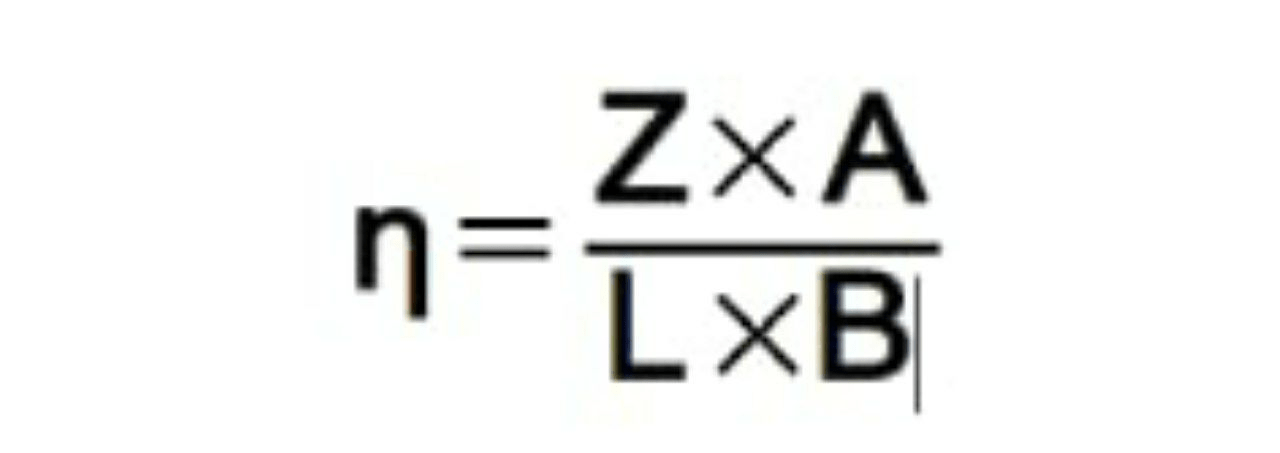 سطوح قطعات بدو ن سوراخ A ، عرض نوار B ، طول نوار L ، تعداد قطعات Z ، درجه بازدهی η
سطوح قطعات بدو ن سوراخ A ، عرض نوار B ، طول نوار L ، تعداد قطعات Z ، درجه بازدهی η
نکته: در پولک زنی، شکل یا طرح داخلی قطعه در محاسبه درجه بازده دخالت داده نمی شود زیرا وجود یا عدم وجود طرحهای
داخلی، فرایند برش را تحت تاثیر قرار نمی دهد. در ضمن قطعات بزرگ معمولاً عمود بر پیشروی نوار قرار می گیرند به طوری که
از صفحات پهنتر با تعداد کمتر استفاده شود.



چرا اینهارو برای محاسبه برسها بزبان ساده تعریف نمیکنید مثلا برای برش ورق اهن محیط *ضخامت*۴۰ .