اســتفاده ازقالب های فلزی به منظورتولید تیراژ بالا در قطعات فلزی، گزینه بسیارمناسبى است دراین مقوله عیوب وتغییرات درقالبهای فلزی گریز ناپذیر می باشــد . دربین گزینه های مختلف ، استفاده ازفرآیند جوشکاری ترمیمی بهترین گزینه انتخابی درمراکز صنعتی بزرگ وکوچک ، برای رفع عیوب وتغییرات است . تنوع روشهای جوشکاری، ارزانی و قابل دسترس بودن می تواند ازمزایای منحصربفرد این فرآیند باشد. در این مقاله به جهت پشتوانه 15 سال تجربه کای ( بصورت عملی و کارگاهی ) و همچنین آموزشهای حین کار توسط متخصصان خارجی و همکاری با شــرکتهای بزرگ صنعت قالبسازی جهان مانند : پژو (فرانسه) ،رنو (فرانسه) ، میازوو(ژاپن)، فوجی ( ژاپن) ، اوگیهارا ( ژاپن) ، ایتکا ( ایتالیا ) و…… واثر بخشــی این تجربیات درکار، بیشــتر مطالبی ارائه میشود که بتواند درزمینه عملی واجرائی مثمر ثمر واقع شده واثر بخش باشد.
مقدمه:
در بسیاری از مواقع قالبهای فلزی بر اثر اشتباهات طراحی ، مدل سازی ، ریخته گری ، ماشینکاری یا قالبسازی نیاز به ترمیم و رفع عیب دارد که فرآیند جوشــکاری به دلیل ارزانی، گستردگی و دردسترس بودن نسبت به دیگر فرآیندها، بسیار مورد استفاده قرار می گیرد. همانطوری که می دانیم فرآیند جوشــکاری به دو خانواده بزرگ جوشــکاری ذوبی و جوشکاری غیرذوبی تقسیم بندی می شود. در بین انواع روشــهای جوشکاری ، جوشکاری قوســی با الکترود روپوشدار ( جوشکاری برق ) ، جوشکاری با گاز محافظ ( جوشکاری CO2 و جوشکاری TIG ( بیشترین کاربرد را در ترمیم قالبهای فلزی دارند. از فاکتورهای تاثیرگذار در انتخاب استفاده از روشهای مختلف جوشکاری می توان به موارد ذیل اشاره نمود:
- نوع عیوب
- مقدار حجم و محدوده عیوب
- همچنین جنس قالب فلزی
- راحتی و دردسترس بودن
- ارزانی روش جوشکاری
مهمترین عوامل تاثیرگذار برای انتخاب روش جوشــکاری ترمیمی برای قالبهای فلزی ، جنس قالب و همچنین مقدار و حجم عیوب یا تغییرات می باشد. ترمیم یا ایجاد تغییرات درقالبهای فلزی با توجه به جنس های بکار رفته وحساسیت درآن باید ازدقت بالایی برخوردار باشد. حضورالزامی بسیاری ازعناصربه منظوربالا بردن کیفیت فولادها وچدنها درصنعت قالبسازی میتواند محدودیتها و دقتهای ویژه ای را به همراه داشته باشد. جوشکاری برروی قالبهای فلزی همانند جوشکاری برروی آهن معمولی نمیباشد. دراین نوع جوشکاری ها باید علاوه برانتخاب درســت روش جوشکاری ترمیمی ، انتخاب پیشگرمایی Preheating و پسگرمایی Past heating مناسب، تدوینWPS وPQR و استفاده از جوشکار حرفه ای و بسیاری ازنکات ریز و درشت دیگر باید مد نظر قرار گیرد و همین تفاوتها می تواند اهمیت فوق العاده جوشکاری ترمیمی برای قالبهای فلزی را آشکار سازد.
جنس قالبها:
قالبهــای فلزی چه در ابعاد بزرگ یا کوچک بــا توجه به نوع عملکرد خود میتوانند از جنس چدن ( از خانواده چدنها با ساختار کروی و یا چدنهای داکتیل ) یا فولادهای ابزار ( با قابلیت سختکاری) باشند.
جنس کفشک :
عموما در تمامی مراحل قالبهای فلزی ( به دلیل تنوع ودمای ذوب پایین و شکل پذیری آسان و مقرون به صرفه بودن چدن) جنس کفشکهای قالب از چدن با ساختار گرافیتی کروی مانند GG25 و GG30 می باشند.
قالبهای فلزی با عملکرد کشش :
قالبهای فلزی با عملکرد کشــش می توانند از جنس چدنهای داکتیل با قابلیت ســختکاری شــعله ای مانند چدنهای GGG60 و یا GM246 باشند.
قالبهای فلزی با عملکرد برش ، خم یاکوبش :
بــرای عملکردهــای برش Trim و خــم Bending یا کوبــش Stamping در قالبهای فلزی عموما از فولادهای ابزار استفاده می گردد که توانایی سختی پذری بالا ( حدود سختی 55 – 60 راکول سی ) را داشته باشند. نمونه هایی از این فولادهای ابزار می تواند فولادهای ابزار ســخت شــونده در کوره مانند SPK , 1.2379 و … و همچنین فولادهای ریختگی ســختی پذیر با شعله مانند G50CrMo4 ، HMD5 ، HMD1 ، ICD5 ، ICD1 و… را نام برد . در قالبسازی صنعتی بزرگ امروزی، استفاده از فولادهای ابزار سخت شونده درکوره به دلیل محدودیتهای جوش پذیری ( وجود عنصر کروم درصد بالا که باعث کاهش جوش پذیری می شود ) و مشکلات ناشی از آن بسیار کاهش یافته و شرکتهای بزرگ قالبسازی جهان همانند: فوجی، میازو، اوگی هارا، پژو، رنوو ….. از فولادهای ریختگی سختی پذیر با شعله به دلیل راحتی در سختکاری و همچنین جوش پذیری خوب آنها استفاده می گردد.
مراحل اجرائی :
مراحل اجرائی جوشکاری ترمیمی قالبهای فلزی با جنس چدن :
جوشــکاری ترمیمی قالبهای فلزی با جنس چدنهای با ساختار گرافیتی کروی مانند GG25 و GG30 که عموما به دلیل عدم سختی پذیری مناسب ( حداکثر 35 راکول سی ) بیشتر برای ساخت کفشک های قالب فلزی مناسب می باشد. برای ترمیم این نوع چدنها باید یک روند اجرائی درست را مد نظرداشته و به خوبی آن را اجرا نمود. این دستورالعمل اجرائی اگر به درستی اجرا شود به بهترین نتیجه دلخواه خواهیم رسید. برای جوشکاری چدنها با ساختار گرافیتی کروی می توان از الکترودهای چدن با استاندارد – SFA ASME/AWS . کرد استفاده DIN 8573 و 5.15 ایــن گروه از الکترودها بــا مغزفولادی برای تعمیرقطعات چدنی و اصلاح عیوب ریختگی و اتصال چدن به فولاد کاربرد فراوانی دارد. استحکام کششی فلز جوش تا حد زیادی بستگی به فلز پایه دارد ولی اغلب از آن زیادتر است. این نوع الکترودها در گروه ENiC1 ) تا 98 %نیکل) یا گروه ( ENiFeC1 نیکل%40-55 %وباقیمانده آهن میباشد) قرار می گیرند. که البته به جرات می توان اذعان داشــت که الکترود نیکل با برند ایرانی شــرکت آما ( 1094 AMA Ni ( با %98 نیکل یکی از بهترین گزینه ها می تواند باشد.

جوشکاری ترمیمی قالبهای فلزی از جنس چدن با ساختارداکتیل مانند GGG60 یا GM246 که عموما به دلیل سختی پذیری مناسب ( حداکثر 55 – 45 راکول سی ) بیشتر برای ساخت پستهای قالب با عملکردهای قالب کشش و خم و کوبش و برش فلزی مناسب می باشد که برای جوشکاری قالبهای فلزی چدنی ( با عملکرد کشش و خم و کوبش و برش ) با ساختار داکتیل می توان از الکترودهایی که توسط محدود شرکتهای تولید کننده الکترود مخصوص شرکتهای قالبسازی عرضه می گردد استفاده نمود.



کاربرد این الکترودها ماکزیمم برای 3 لایه بر روی هم مصرف شــود و در صورت نیاز به لایه های بیشتر می توان از الکترودهای لایه پایه C1-Ni E : AWS مانند Ni 1094 AMA استفاده کرد.
- با مصرف الکترودهای جدول 2 ، لایه اول ساختار آستنیتی و لایه دوم ساختار مارتنزیتی دارد که این لایه بسیار مقاوم به سایش می باشد .
- در صورت جوشکاری دوباره برروی مناطقی که قبلا جوشکاری ترمیمی شده است حتما باید فلز جوش قبلی توسط ابزارهای براده برداری و سنگ فرز یا فرز انگشتی کاملا برداشته شود و دوباره جوشکاری گردد.
- پیشگرمایی قطعه تا دمای 150 درجه سانتیگراد جهت جلوگیری از ترک بسیار مناسب خواهد بود.
- ترجیحا از دســتگاه جوش رکتیفایر با جریان الکتریکی مســتقیم ( DC ( + استفاده شود یعنی الکترود به قطب مثبت متصل شود.
نکات کاربردی برای جوشکاری قطعات چدنی با سختارگرافیت کروی:
- الکترودهای چدن را به دلیل مشــکلات انبارش و همچنین شرایط ویژه انبارداری به مقدار احتیاج ( احتیاج ماهانه) خریداری نمایید
- به دلیل روپوش قلیایی الکترودهای چدن هرگز الکترود را خم نکنید زیرا روپوش الکترود از آن ناحیه شکسته شده و می ریزد و باعث عدم پوشش مناسب و ورود گازهای مخرب به حوضچه مذاب می گردد و عیوب در آن منطقه از حوضچه مذاب را به همراه دارد
- ترجیحا از دســتگاه جوش رکتیفایر با جریان الکتریکی مستقیم DC استفاده شود. یعنی الکترود را به قطب منفی دستگاه متصل نمایید
- در حین جوشکاری دقت شود الکترود باهیچ یک از قسمتهای قطعه کار تماس نداشته باشد در این صورت به دلیل پودر آهن موجود در روپوش الکترود ، اتصال در آن نقطه برقرار شده و باعث آسیب دیدگی الکترود و قطعه کار می شود
- به دلیل وجودآهن درگروه C1-NiFe E براده برداری توسط دستگاه برروی فلز جوش کمی مشکل می باشد و بهتر است براده برداری با سنگ فرز انجام شود
- توصیه اکید می شود قبل از جوشکاری سطح خارجی قطعه کار از رنگ، زنگ، روغن و سایر ناپاکی ها تمیز گردد چون احتمال نفوذ موادی همانند روغن در عمق عیوب و قطعه کار و عمق ترک وجود دارد می توان از مواد شیمیایی چربی گیر مانند تتراکلرید کربن CL4 C برای ازبین بردن چربی که باعث ایجاد عیوب جدید در فلزجوش میشود استفاده کرد. قطعات بزرگ چدنی مانند دستگاههای صنعتی یا قالبهای فلزی را میتوان به آرامی حداکثر تا 300 درجه سانتیگراد پیشگرم کرد. دقت شود نیاز نیست کل قطعه پیشگرم شود و فقط محدوده و منطقه کنار جوشکاری گرم شود کافیست
- بهتر است از حداقل شدت جریان ( آمپر ) برای جوشکاری چدن استفاده شود.
- بهترین حالت برای جوشکاری یک قطعه چدنی درحالت تخت Flat میباشد وهمچنین توصیه میشود از این الکترودها در حالت سرازیر و سربالا HEAD OVER که نیاز به آمپر بالایی دارد استفاده نشود
- یک توصیه بسیار کاربردی برای به وجود نیامدن ترک هایی که ممکن است در اثر تنشهای حرارتی چدن یا انقباض گرده جوش ایجاد شــوند این است که بهتر اســت عمل جوشکاری فاصله دار و در چندین مرتبه عملیات جوشکاری را قطع نمود.
- چکش کاری آرام بر روی گرده هایی به طول 2 ســانتیمتر بلافاصله بعد از جوشکاری می تواند برای کاهش تنش پســماند بسیار مفید باشــد. انجام این عمل همچنین می تواند باعث شود تا دمای قطعه کار از تحمل دست گرم تر نشود
- از چکش با اشکال سر گرد استفاده شود
- چنانچه قطعات چدنی در حین جوشکاری بیش از حد مجاز گرم شد ( دمای قطعه کار از تحمل دست گرم تر نشود ) کار را فورا باید متوقف نمود تا دما پایین آمده و بعد شروع به کار نمود
- جوشکاری برروی قطعات چدنی باید بدون حرکت موجی وهمراه با گرده های نازک و به طول کوچک انجام شود
- از سریع ســرد کردن قطعه جوشــکاری شده به هرنحوی خود داری نمایید چون باعث تشدید تنش در قطعه شده و میل به ترک و شکست در قطعه را افزایش می دهد
- قطعات را می توان پس از جوشــکاری با ماسه داغ، پشــم شیشه یا پتوهای حرارتی پوشاند تا از سریع سرد شدن قطعه جلوگیری شود
- در صورتی که قطعه کار دارای ترک باشد قبل از انجام هر کاری ترک قطعه باید توسط ابزارهای براده برداری کاملا برطرف شود و قطعه آماده جوشکاری شود
- برای برطرف کردن ترکهایی که در حین جوشــکاری ایجاد می شــود اول ازهمه باید عملیات جوشــکاری را متوقــف نمود و پس از آن با ســنگ فرز و فرزهای انگشــتی ترک را تا عمق آن برطرف نمود و ســپس کارجوشکاری را ادامه داد
چند نکته کلیدی کاربردی در جوشکاری قطعات چدنی :
مهمترین نکته قابل توجه در جوشــکاری ترمیمی قطعات چدنی آماده ســازی قطعات می باشد که آماده سازی منطقه مورد نیاز جوشکاری در قطعات چدنی از نظر طراحی پخها حائز اهمیت می باشد. بهتر است شیارها و پخهای ایجاد شده به صورت U شکل بوده و مناطق تیز که محل ایجاد تمرکز تنش بسیار زیادی می شوند به صورت فرم گرد وR دار( محدب ) درآیند. روش آماده سازی در شکل نشان داده شده است:
مناطق و نقاط موردنیاز جوشــکاری از جنس چدن که در عملکردقالب نقشــی ندارند را می توان با الکترودهایAMA 1094 NiFE مانند AWS E NiFe-C1 یــا AMA 1094 Ni ماننــد AWS E Ni-C1گروه از چدنــی جوشکاری کرد. بهتراست در جوشکاری ترمیمی قالبهای چدنی از فرآیند جوشکاری استفاده شود که کمترین تنش و کوچکترین نقطه HAZ را ایجادکند. اگر حجم منطقه موردنیاز جوشکاری زیاد باشد بهتراست ازفرآیندهای جوشکاری استفاده شــود که سرعت بالایی در جوشکاری دارند مانند فرآیند MAG/MIG تا تنش کمتر و منطقه HAZ کوچکتری در قطعه کار ایجاد شود.


جوشکاری قالبهای فلزی با عملکرد برش ساخته شده از جنس فولادهای ابزار :
فولادهای استفاده شده در قالبهای فلزی به دو گروه تقسیم می شوند:
- فولادهای ابزار نوردی
- فولادهای ابزار ریختگی
فولادهای ابزارنوردی :
ایــن نوع فولادها که عموما قابلیت ســختی پذیری بالایی توســط عملیات حرارتی در کوره را دارند بیشــتر در کارگاههای صنعتی قالبسازی سنتی مورد استفاده قرار می گیرند . نمونه مشهور این فولادها مانند SPK و 2379.1 و CK45 و MS60 و MO40 و … می باشند. این فولادها با توجه به ساختار مارتنزیتی تشکیل شده پس از سختکاری برای ترمیم نیاز به تدابیر ویژه ای برای جوشکاری دارد. این فولادها با سختی بالا حدود 60 HRC مشکلات زیادی را در حین و یا پس از جوشکاری ایجاد می کنند که عمده این مشکلات را می توان ترک در فلز جوش یا ترک در منطقه HAZ نام برد. البته این مشکلات را می توان با رویه و روش درست تا حدود زیادی کاهش داد.
فولادهای ابزارریختگی:
این گروه از فولادها مانند G50CrMo4 ، HMD5 ، HMD1 ، ICD5 ، ICD1 و… با قابلیت سختی پذیری بسیار عالی ( در محیط خنک کننده هوا ) و همچنین قابلیت جوش پذیری خوبی که دارند رفته رفته جایگاه ویژه ای درصنعت مدرن قالبسازی ( قالبهای فلزی ) پیدا کرده اند. این فولادها که به راحتی با شــعله قابلیت سخت شــدن دارند و نیازی به اعمال مراحل پیچیده عملیات حرارتی حجمی و محیط های خنک کننده ویژه همانند روغن ندارند. ازدلایل عمده استقبال از این گروه فولادهای ابزار ریختگی را می توان عدم نیاز به تهیه بلوک های بزرگ فولادهای ابزار نوردی ودر نتیجه کاهش بســیار زیاد حجم براده برداری در واحدهای ماشــینکاری وهمچنین عدم استفاده از عملیات حرارتی حجمی ( کوره ای ) و سختی پذیری آسان و قابلیت جوش پذیری خوب این فولادها می باشد.
جدول الکترودهای روکشی سخت برای جوشکاری فولادهای استفاده شده درقالبهای فلزی :

در صورتــی که حجم جوشــکاری بیش از 3 لایه باشــد حتمــا باید از الکترود لایه واســطه مانند AWS E 7016 یا AMA 1803J استفاده نمود.



نکات کلیدی وکاربردی در جوشکاری فولادهای ابزارنوردی وفولادهای ابزارریختگی:

- برای جوشکاری قطعات فولاد ابزار لب پر شده حتما باید آن منطقه را پخ زده و آماده سازی نمود.
- نقاط و مناطق تیز که نیاز به جوشکاری دارند محل ایجاد تمرکز تنش بسیار زیادی می شوند باید به صورت فرم گرد و R دار ( محدب) درآیند.
- در صورت نیاز به جوشکاری مجدد بر روی مناطقی که قبلا جوشکاری شده است حتما باید فلز جوش قبلی توسط ابزارهای براده برداری و سنگ فرز یا فرز انگشتی کاملا برداشته شود و سپس جوشکاری گردد.
- در صورت مشاهده ترک در هر مرحله از جوشکاری، کار متوقف شده و روشهای اجرایی جهت رفع ترک در الویت قرار می گیرد..
- هرگز برای رفع ترک از شدت جریان زیاد ( آمپر ) برای ذوب منطقه ترک استفاده نشود چون این امر باعث افزایش ابعادی منطقه ترک و نفوذ آن در قطعه می شود.
- توصیه اکید می شود قبل از جوشکاری سطح خارجی قطعه کار از اکسید، رنگ، زنگ، روغن و سایر نا پاکیها تمیزگردد.
- یکی از فاکتورهای بسیار مهم برای جلوگیری از بروز ترک و شکست در قطعات جوشــکاری شده از این نوع فولادها پیشگرمایی مناسب برای این قطعات قبل از جوشــکاری می باشد.
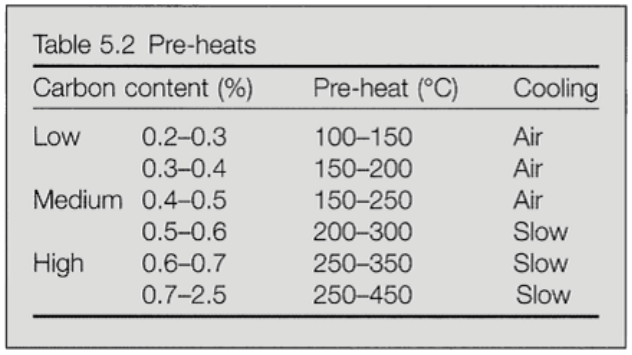
جدول پیشــگرم بــرای قطعات فولادی بر اساس درصد کربن
- اگر قطعاتی که نیاز به جوشــکاری دارند کوچک باشند و بتوان آن را با دست حمل نمود پیشنهاد مى شود حتما آن قطعه تا دمای 300 درجه سانتیگراد در کوره به آرامی پیشگرم شود
- اگر قطعات فولادی که نیاز به ترمیم و جوشــکاری دارند از لحاظ حجم بزرگ بوده و اســتفاده از کوره به جهت پیشگرمایی برای قطعه مهیا نباشد بدین منظور از مشعل های گازی به جهت پیشگرمایی استفاده شود
- چون امکان تخمین دمای پیشگرم قطعه نیاز به تجربه زیادی دارد می توان ازگچ ها و ماژیک های حرارتی یا ترمومترهای صنعتی استفاده نمود تا قطعه کار بیشتر یا کمتر پیشگرم نشود
- بهتر اســت در جوشــکاری ترمیمی قالبهای فلزی از فرآیند جوشــکاری استفاده شــود که کمترین تنش و کوچکتریــن منطقه HAZ را ایجاد کند. جوشــکاری با اســتفاده از فرآیند TIG یکی از روشــهای ایده آل برای جوشکاری ترمیمی فولادهای ابزار می باشد
- اگر حجم منطقه مورد نیاز جوشــکاری زیاد باشد بهتر اســت از فرآیندهای جوشکاری استفاده شودکه سرعت بالایی در جوشکاری دارند مانند فرآیند MAG/MIG تا تنش کمتر و منطقه HAZ کوچکتری در قطعه کار ایجاد شود
- در بعضی از مواقع لبه های قالبهای فلزی از محل خود ترک داشته و نیاز به ترمیم دارند در صورتی که قطعه شکسته شده کوچک باشد نباید آن را در سر جای خود قرار داد و آن را به قالب جوش داد و بهتراست با استفاده از الکترودهای پایه یک لایه زیرین درســت نمود و پس از آن از الکترودهای روکشی سخت جهت ایجاد لبه برشی استفاده کرد
حمیدرضاکاظم پور
مدیر سیستمها و انفورماتیک شرکت قالبهای صنعتی ایران خودرو
وحید مجدی
کارشناس تحقیقات مواد شرکت قالبهای صنعتی ایران خودرو


